13893180635

13893180635

联系人:王先生
电 话:13893180635
传 真:0931-5337568
邮 箱:1270012531@qq.com
网址:www.lztlwjx.com
地 址:甘肃省兰州市毅德城五金机电区2栋2号上首城

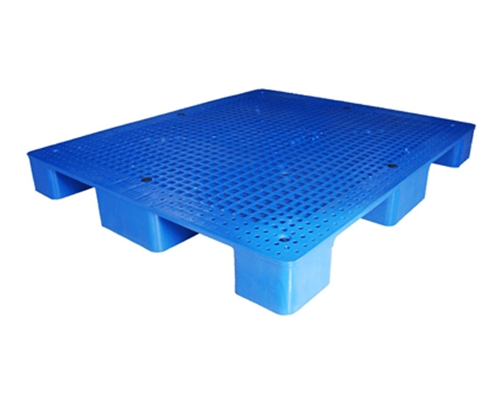
塑料托盘在现在仓储物流行业已经广泛使用,它具有美观轻巧,无害无味,耐酸碱性,不会腐烂,也不会生锈的特点,但是它在冷库中使用时性能会发生很大的变化,为了使它的寿命更长,这时我们塑料托盘厂家需要注意哪些问题呢?下面我们来一起了解一下吧。
不同制作材料(一般是PP聚丙烯和PE聚乙烯),塑料托盘耐冷热性能也不一样。在低温环境下使用,建议选用使用PE全新材料制作的塑料托盘,其耐低温性能要比PP制作的要好一些。还有就是全新料的比旧料回料制作的,其在低温环境下性能要好的多。
我们都知道塑料制品在低温环境下其韧性不如在常温环境下,通常都会变硬变脆。因此在低温环境下使用塑料托盘搬运,其承重量上限会变小。这里我们塑料托盘厂家建议是选用可以加内置钢管的塑料托盘,以增加其承重量。在使用时比在常温环境下搬运的货物重量要减轻一些,这样更可靠,还有就是记住一定要轻移轻放,因为比较硬且脆(相当常温下而言的),一旦有磕磕碰碰的,托盘容易开裂破损。
在冷库中,一般来说搬运也没有常温下那么频繁,因此托盘还是能胜任的。在冷库中由于温度比较低,在其表面很有可能会结霜或冰,会比较滑,因此在搬动时要格外小心,有条件的可采取防滑防冻措施,以免发生意外产生不必要的损失。如果经常需要出入库的话,可以组织相关人员进行培训,冷库门口贴上醒目的安全操作规范,以提示人们注意。另外进冷库前塑料托盘建议保持干燥的为好,如果上面有水易洁冰使得它的表面会比较滑,不利于我们操作。
塑料托盘的生产工艺
1、合模
注塑成型机可区分为合模装置与注射装置。
合模装置是开闭模具以执行脱模作业,有所示的肘杆方式,以及利用油压缸直接开闭模具的直压方式。注射装置是将树脂予以加热融化後再射入模具内此时,要旋转螺杆,并让投入到料斗的树脂停留在螺杆前端,经过相当于所需树脂量的行程储藏後再进行射出。当树脂在模具内流动时,则控制螺杆的移动速度并在填充树脂後用压力(保压力)进行控制。当达到一定的螺杆位置或一定射出压力时则从速度控制切换成压力控制。
2、注塑模具:
模具是指:为了将材料树脂做成某种形状,而用来承接射出注入树脂的金属制型。已溶解的材料是从浇口进入模具内再经由流道与流道口填充到模槽内。接下来则经 由冷却工程与开模成型机脱模杆上的模具脱模板,推顶出成形品。
3、产品注塑成型:
成形品是由流入融化树脂的浇口、导入模槽的流道与产品部份所构成。由于一次的成形作业只能作出一个产品,因此效率不高。若能利用流道连结数个模槽,就可同时成形数个产品。此时,当各模槽的流道长度不同时,就无法同时填充树脂,而且大部分的模槽尺寸、外观、物性皆不同,因此塑料托盘厂家通常都会将流道设计成相同长度。

![]()
0931-5337568


 甘公网安备 62012302000145号
甘公网安备 62012302000145号